Rubber Kneader คืออะไรและมีโครงสร้างอย่างไร
ก เครื่องนวดยาง — หรือเรียกอีกอย่างว่าเครื่องผสมภายในหรือเครื่องนวดแบบแบนเบอรี — เป็นเครื่องผสมแบบปิดที่มีความเข้มข้นสูงที่ใช้ในการผสมยางดิบกับสารเติมแต่ง เช่น คาร์บอนแบล็ก ซัลเฟอร์ สารเร่งปฏิกิริยา พลาสติไซเซอร์ และน้ำมันแปรรูป เครื่องนวดยางดำเนินการผสมภายในห้องปิดผนึกซึ่งต่างจากโรงสีแบบเปิด ซึ่งช่วยลดการสูญเสียวัสดุได้อย่างมาก ปรับปรุงความสม่ำเสมอในการกระจายตัว และช่วยให้สามารถแปรรูปสารประกอบที่ไวต่ออุณหภูมิได้
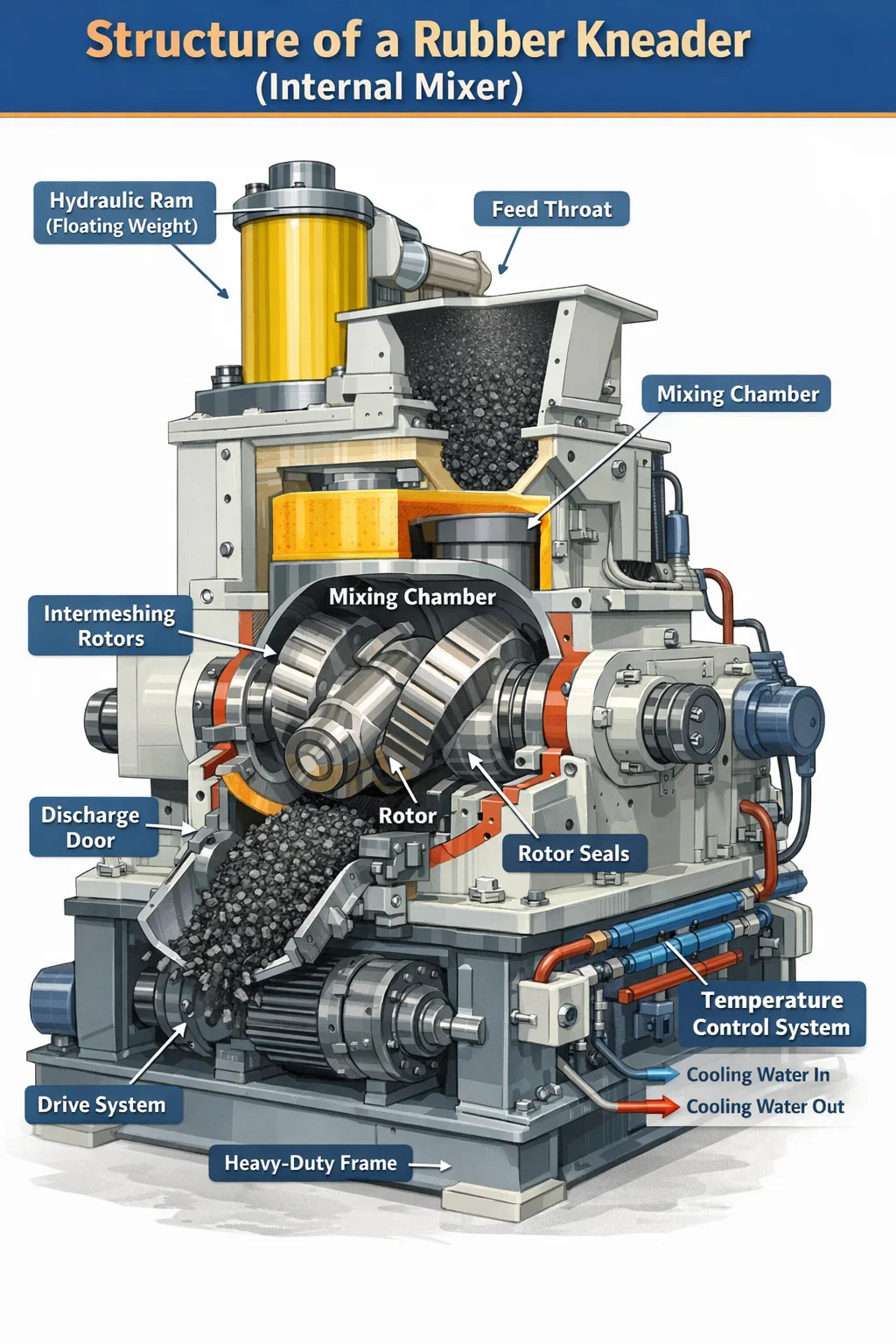
โครงสร้างแกนกลางของเครื่องนวดยางประกอบด้วยระบบหลัก 6 ระบบ ได้แก่ ห้องผสม โรเตอร์ ระบบไฮดรอลิก (น้ำหนักลอยตัว) กลไกประตูระบาย ระบบควบคุมอุณหภูมิ และระบบขับเคลื่อน แต่ละบทบาทมีบทบาททางกลที่แตกต่างกัน และการทำความเข้าใจถึงปฏิกิริยาระหว่างกันเผยให้เห็นว่าเหตุใดเครื่องนวดภายในจึงกลายเป็นมาตรฐานอุตสาหกรรมสำหรับการผสมยางในการผลิตยาง ซีล ปะเก็น สายยาง และสินค้ายางทางเทคนิค
โดยทั่วไปตัวเครื่องจะถูกสร้างขึ้นจากเหล็กหล่อที่มีความแข็งแรงสูงหรือแผ่นเหล็กประดิษฐ์ โดยมีพื้นผิวภายในชุบแข็งหรือบุด้วยโลหะผสมที่ทนทานต่อการสึกหรอ เพื่อทนทานต่อแรงทางกลมหาศาลที่เกิดขึ้นระหว่างการผสม ซึ่งมักจะเกิน 500 kN ในเครื่องจักรที่มีความจุขนาดใหญ่
ห้องผสม: หัวใจของเครื่องนวดยาง
ห้องผสมเป็นพื้นที่ปิดซึ่งจะมีการผสมทั้งหมด มันเป็นช่องรูปทรงแปดเหลี่ยมที่กลึงให้มีพิกัดความเผื่อที่แคบมาก ออกแบบมาเพื่อติดตั้งโรเตอร์ที่หมุนทวนสองตัว โครงสร้างภายในของห้องไม่กลม ผนังได้รับการออกแบบให้เสริมรูปทรงของโรเตอร์ ทำให้มั่นใจได้ว่ามวลยางจะถูกพับ ตัดเฉือน และสัมผัสกับพื้นผิวของโรเตอร์อย่างต่อเนื่อง
ปริมาตรของห้องเป็นหนึ่งในข้อกำหนดหลักที่ใช้ในการจำแนกประเภทเครื่องนวดยาง เครื่องจักรระดับห้องปฏิบัติการอาจมีปริมาตรห้องเล็กเพียง 0.3 ลิตร ในขณะที่เครื่องผสมภายในระดับการผลิตที่ใช้ในโรงงานยางรถยนต์อาจมีปริมาตรเกิน 650 ลิตร ขนาดอุตสาหกรรมทั่วไปมีตั้งแต่ 20 ลิตรถึง 270 ลิตร โดยมีปัจจัยเติม (อัตราส่วนของน้ำหนักประจุของยางต่อปริมาตรห้อง) โดยทั่วไปจะตั้งค่าอยู่ระหว่าง 0.6 ถึง 0.75
ผนังห้องมีเครือข่ายที่กว้างขวางของ ช่องระบายความร้อนและความร้อนภายใน . ในเครื่องนวดยางสมัยใหม่ ช่องเหล่านี้จะถูกเจาะโดยตรงผ่านตัวห้องและเชื่อมต่อกับระบบควบคุมอุณหภูมิแบบวงปิด การจัดการระบายความร้อนที่แม่นยำเป็นสิ่งสำคัญ — ความหนืดของยาง ประสิทธิภาพการกระจายตัว และคุณภาพของสารประกอบ ล้วนขึ้นอยู่กับการรักษาอุณหภูมิแบทช์ภายในหน้าต่างที่กำหนด ซึ่งมักจะอยู่ระหว่าง 70°C ถึง 160°C ขึ้นอยู่กับสูตร
ห้องนี้แบ่งออกเป็นสองซีก - ส่วนบนและส่วนล่าง - ยึดติดกัน ครึ่งล่างประกอบด้วยบานพับประตูระบาย โครงสร้างแบบแยกส่วนนี้ช่วยให้สามารถตรวจสอบ ทำความสะอาด และเปลี่ยนไลเนอร์ได้ แผ่นปิดห้องทำจากเหล็กชุบแข็ง (โดยทั่วไปมีค่าความแข็งพื้นผิว 58–62 HRC) ปกป้องตัวห้องโครงสร้างจากสารประกอบยางที่มีฤทธิ์กัดกร่อน และสามารถเปลี่ยนได้โดยอิสระโดยไม่ต้องรื้อเครื่องจักรทั้งหมด
โรเตอร์: องค์ประกอบที่กำหนดของการออกแบบเครื่องนวดยาง
โรเตอร์เป็นองค์ประกอบทางกลที่ทำหน้าที่ผสมภายในห้องเพาะเลี้ยง ในเครื่องนวดยาง โรเตอร์สองตัวหมุนไปในทิศทางตรงกันข้ามด้วยอัตราส่วนความเร็วคงที่ โดยทั่วไปคือ 1:1.1 หรือ 1:1.2 ทำให้เกิดความเร็วของโรเตอร์ที่แตกต่างกันซึ่งสร้างความเค้นเฉือนที่รุนแรงที่จุดหนีบระหว่างโรเตอร์และระหว่างโรเตอร์แต่ละตัวกับผนังห้อง
รูปทรงของโรเตอร์เป็นหนึ่งในลักษณะทางวิศวกรรมที่สุดของเครื่องผสมภายใน โรเตอร์หลักที่ใช้ในเครื่องนวดยางสมัยใหม่มีสามประเภท:
- โรเตอร์สองปีก (รูปไข่): การออกแบบดั้งเดิมโดดเด่นด้วยใบมีดเกลียวสองใบที่บิดไปตามเพลาโรเตอร์ สิ่งเหล่านี้สร้างแรงเฉือนสูงและเหมาะสำหรับสารประกอบที่ผสมยาก มาสเตอร์แบทช์คาร์บอนแบล็ค และยางที่มีความหนืดสูง เช่น ยางธรรมชาติ (NR) และ EPDM โดยทั่วไประยะห่างระหว่างปีกโรเตอร์และผนังห้องจะอยู่ที่ 2–6 มม.
- โรเตอร์สี่ปีก: พัฒนาขึ้นเพื่อปรับปรุงการผสมแบบกระจายและแบบกระจายไปพร้อมๆ กัน ปีกเพิ่มเติมจะเพิ่มความถี่ในการพับวัสดุและการวางแนวใหม่ต่อรอบ ทำให้สามารถรวมตัวเติมได้เร็วขึ้น ขณะนี้โรเตอร์สี่ปีกกลายเป็นมาตรฐานในสายการผลิตคอมพาวด์ยางที่มีการผลิตสูง
- โรเตอร์หกปีก (หรือหลายปีก): ใช้ในการใช้งานที่ต้องการการกระจายตัวของตัวเติมที่ละเอียดเป็นพิเศษ เช่น สารประกอบยางที่มีซิลิกา ซึ่งประสิทธิภาพการเชื่อมต่อไซเลนเป็นสิ่งสำคัญ โรเตอร์เหล่านี้ผลิตส่วนผสมที่อ่อนโยนและกระจายตัวมากขึ้นโดยมีอุณหภูมิสูงสุดที่ต่ำกว่า
เพลาโรเตอร์กลวงและเชื่อมต่อกับระบบควบคุมอุณหภูมิ ทำให้น้ำหล่อเย็นหรือไอน้ำไหลผ่านภายในได้ การระบายความร้อนของโรเตอร์ภายในนี้เป็นสิ่งจำเป็นในการดำเนินการผสมด้วยความเร็วสูง ซึ่งการสร้างความร้อนจากแรงเสียดทานอาจทำให้เกิดการหลอมโลหะก่อนเวลาอันควร (ไหม้เกรียม) ของสารประกอบ ความเร็วพื้นผิวของโรเตอร์ในเครื่องนวดสำหรับการผลิตโดยทั่วไปจะอยู่ในช่วงตั้งแต่ 20 ถึง 80 รอบต่อนาที ด้วยเครื่องจักรที่ปรับความเร็วได้บางเครื่องที่สามารถทำงานได้อย่างเต็มรูปแบบภายในรอบการผสมเดียว
โรเตอร์ได้รับการรองรับที่ปลายทั้งสองข้างด้วยแบริ่งลูกกลิ้งต้านแรงเสียดทานสำหรับงานหนักซึ่งอยู่ในเฟรมด้านข้างของเครื่องจักร การจัดเรียงแบริ่งต้องรองรับทั้งแรงในแนวรัศมีจากแรงดันสารประกอบยางและแรงขับตามแนวแกนที่เกิดจากปีกโรเตอร์แบบขดลวด โดยทั่วไปแล้วชุดลูกปืนในเครื่องนวดขนาดใหญ่มักจะระบายความร้อนด้วยน้ำเช่นกัน เนื่องจากความร้อนจากการเสียดสีที่ที่นั่งลูกปืนจะลดอายุการใช้งานลงอย่างมาก
ระบบซีลโรเตอร์
ในกรณีที่เพลาโรเตอร์ออกจากห้องผสมผ่านผนังด้านข้าง ระบบซีลจะป้องกันไม่ให้สารประกอบยางรั่วไหลออกไปตามเพลา นี่เป็นหนึ่งในส่วนที่ท้าทายที่สุดในทางเทคนิคในการออกแบบเครื่องนวดยาง ซีลจะต้องมียางที่ความดันสูงถึง 0.5–1.0 MPa ในขณะที่เพลาหมุนด้วยความเร็ว ทั้งหมดนี้ในขณะที่ภายในห้องเพาะเลี้ยงอยู่ที่อุณหภูมิสูง
เครื่องนวดยางที่ทันสมัยส่วนใหญ่ใช้วิธีซีลแบบใดแบบหนึ่งจากสองแบบ:
- ซีลเขาวงกตพร้อมบรรจุยาง: ก series of machined grooves and ridges create a tortuous path that resists compound flow. Combined with compressed rubber packing rings, this arrangement provides effective sealing for most production compounds. Packing replacement is a routine maintenance task performed every few hundred operating hours.
- การผนึกใบหน้าแบบกลไก: ใช้ในเครื่องจักรระดับพรีเมียมและการใช้งานที่มีข้อกำหนดการปนเปื้อนที่เข้มงวด หน้าซีลแบบหมุนที่กดลงบนเบาะนั่งที่อยู่กับที่จะเป็นเกราะป้องกันเชิงบวก ซีลเหล่านี้สามารถระบายความร้อนด้วยอากาศหรือน้ำได้ และมีระยะเวลาการให้บริการนานกว่าซีลประเภทบรรจุภัณฑ์
รางไฮดรอลิก (ตุ้มน้ำหนักลอยตัว): การควบคุมแรงดันเหนือสารประกอบ
ที่วางอยู่เหนือห้องผสมโดยตรงคือส่วนบนของตัวเครื่อง หรือที่เรียกกันทั่วไปว่าตุ้มน้ำหนักลอยตัวหรือตัวกระทุ้งไฮดรอลิก นี่คือบล็อกเหล็กแข็งหรือเหล็กดัดที่มีรูปร่างให้พอดีกับคอฟีดของห้องเพาะเลี้ยง หน้าที่ของมันคือการปิดผนึกด้านบนของห้องผสมหลังจากโหลดวัสดุแล้ว และใช้แรงกดลงบนชุดยางในระหว่างการผสม
แรงดันรามเป็นตัวแปรกระบวนการที่สำคัญที่สุดประการหนึ่งในการทำงานของเครื่องนวดยาง แรงกดทับที่สูงขึ้นจะทำให้สารประกอบยางสัมผัสกับโรเตอร์มากขึ้น ส่งผลให้ความเข้มของแรงเฉือนเพิ่มขึ้นและการกระจายตัวดีขึ้น อย่างไรก็ตาม แรงดันที่มากเกินไปจะทำให้โรเตอร์และซับห้องสึกหรอเร็วขึ้น แรงดันแบบ Ram ในเครื่องจักรการผลิตโดยทั่วไปจะอยู่ในช่วง 0.2 ถึง 0.8 MPa ซึ่งส่งผ่านกระบอกไฮดรอลิกที่ติดตั้งอยู่เหนือคอป้อน
ตัวแกะนั้นถูกนำทางโดยกระบอกคอแนวตั้ง ซึ่งเป็นทางเดินที่มีเครื่องจักรอย่างแม่นยำซึ่งช่วยให้ตัวแกะอยู่ตรงกลาง และป้องกันการเคลื่อนไหวด้านข้างภายใต้แรงกดผสม ซีลกันฝุ่นที่ด้านล่างของคอเพื่อป้องกันไม่ให้ยางเคลื่อนตัวขึ้นไปรอบๆ ตัวแกะ ตัว RAM มักจะถูกเจาะเข้าแกนและเชื่อมต่อกับวงจรน้ำหล่อเย็นเพื่อจัดการการดูดซับความร้อนจากยางด้านล่าง
กระบอกไฮดรอลิกที่สั่งงาน ram นั้นติดตั้งอยู่บนโครงเดือยเหนือตัวเครื่อง ช่วยให้สามารถแกว่งได้ชัดเจนเมื่อเปิดฝาครอบช่องฟีดสำหรับการชาร์จ ในสายการผลิตอัตโนมัติ วงจร ram จะถูกควบคุมโดยโปรแกรมการผสม ซึ่งจะเพิ่มขึ้นโดยอัตโนมัติเมื่อประตูดัมพ์เปิดออกเพื่อปล่อยแบทช์ และลงมาและล็อคทันทีหลังจากโหลดการชาร์จครั้งถัดไป
ในการออกแบบเครื่องนวดยางรุ่นใหม่บางรุ่น โดยเฉพาะอย่างยิ่งที่ใช้สำหรับการผสมซิลิกา-ไซเลน ความดัน ram จะถูกมอดูเลตแบบไดนามิกระหว่างรอบการผสม — ลดความดันชั่วคราวในระหว่างขั้นตอนปฏิกิริยาไซลาไนเซชันเพื่อป้องกันความร้อนสูงเกินไป จากนั้นเพิ่มอีกครั้งเพื่อการกระจายตัวขั้นสุดท้าย ซึ่งต้องใช้ระบบวาล์วไฮดรอลิกตามสัดส่วนที่รวมเข้ากับชุดควบคุมเครื่องจักร
กลไกประตูปล่อย: ปล่อยชุดผสม
ประตูระบายจะอยู่ด้านล่างของห้องผสม เมื่อการผสมเสร็จสิ้น ประตูนี้จะเปิดลง (หรือแกว่งไปด้านใดด้านหนึ่ง ขึ้นอยู่กับการออกแบบ) เพื่อปล่อยชุดยางที่เสร็จแล้วตามแรงโน้มถ่วงไปยังอุปกรณ์ปลายน้ำ — โดยทั่วไปจะเป็นโรงสีแบบเปิด เครื่องอัดรีดแบบสกรูคู่ หรือสายพานลำเลียงระบายความร้อนแบบแบทช์ออฟ
ประตูถูกกระตุ้นด้วยกระบอกไฮดรอลิก และกลไกการล็อคจะต้องทนต่อแรงดันภายในห้องเต็มในระหว่างการผสมโดยไม่มีการโก่งตัว แม้แต่การโค้งงอเล็กน้อยของประตูก็อาจทำให้ยางหลุดเข้าไปในบริเวณซีลประตู ทำให้เกิดการสึกหรอเร็วขึ้น และทำให้เกิดการปนเปื้อน เครื่องนวดยางคุณภาพสูงใช้สลักเกลียวล็อคหลายตัวหรือกลไกล็อคแบบลูกเบี้ยวที่กระจายแรงจับยึดอย่างสม่ำเสมอทั่วทั้งขอบประตู
โดยทั่วไปแล้ว หน้าประตู (พื้นผิวที่สัมผัสกับสารประกอบยาง) จะถูกเคลือบด้วยแผ่นสึกหรอที่แข็งตัว ซึ่งสามารถเปลี่ยนได้โดยอิสระ ตัวประตูมีช่องระบายความร้อนที่เชื่อมต่อกับวงจรเดียวกันกับผนังห้อง วงแหวนซีลยางหรืออีลาสโตเมอร์วิ่งรอบๆ ขอบประตูเพื่อป้องกันการรั่วซึมของสารประกอบที่ส่วนต่อประสานของห้อง/ประตู — ซีลนี้เป็นรายการบริโภคที่ต้องเปลี่ยนระหว่างการบำรุงรักษาตามกำหนดเวลา
เวลาเปิดประตูปล่อยเป็นพารามิเตอร์ของกระบวนการ — การเปิดเร็วขึ้นจะช่วยลดเวลาที่สารประกอบสัมผัสกับความร้อนหลังจากสิ้นสุดการผสม ซึ่งเป็นสิ่งสำคัญสำหรับสารประกอบที่ไวต่ออุณหภูมิที่มีสารวัลคาไนซ์ก่อนกระจายตัว ในสายการผลิตความเร็วสูง การเปิดประตูและการปล่อยแบทช์จะเสร็จสิ้นภายใน 3–5 วินาที เพื่อรักษาปริมาณงาน
ระบบควบคุมอุณหภูมิ : จัดการความร้อนทั่วทั้งหัวนวดยาง
การจัดการอุณหภูมิไม่ใช่ทางเลือกในการทำงานของเครื่องนวดยาง แต่เป็นข้อกำหนดพื้นฐานสำหรับคุณภาพของสารประกอบและความสามารถในการทำซ้ำของกระบวนการ ระบบควบคุมอุณหภูมิประกอบด้วยโซนแลกเปลี่ยนความร้อนสามโซน ได้แก่ ผนังห้อง ตัวโรเตอร์ และตัวกระทุ้ง แต่ละโซนสามารถควบคุมได้อย่างอิสระ
เครื่องนวดยางที่ใช้ในการผลิตส่วนใหญ่ใช้หน่วยควบคุมอุณหภูมิน้ำแบบวงปิด (TCU) ซึ่งจะหมุนเวียนน้ำอุณหภูมิผ่านทั้งสามโซน TCU สามารถทำให้น้ำร้อนโดยใช้เครื่องทำความร้อนไฟฟ้าหรือการฉีดไอน้ำ และระบายความร้อนโดยใช้เครื่องแลกเปลี่ยนความร้อนที่เชื่อมต่อกับแหล่งจ่ายน้ำเย็นของโรงงาน อุณหภูมิของน้ำเป้าหมายจะแตกต่างกันไปตามขั้นตอนของกระบวนการ:
- ขั้นอุ่นเครื่อง: ใช้น้ำอุณหภูมิ 60–90°C เพื่อให้ห้องเพาะเลี้ยงมีอุณหภูมิทำงานก่อนกะการทำงานชุดแรก
- ขั้นตอนการผสม: น้ำหล่อเย็นอุณหภูมิ 20–40°C เพื่อดูดซับความร้อนจากการเสียดสีและป้องกันอุณหภูมิที่สูงเกินไปของสารประกอบ
- ขั้นตอนการทำความสะอาด: ชำระล้างด้วยน้ำร้อนหรือไอน้ำเพื่อทำให้สารตกค้างอ่อนตัวลงเพื่อให้กำจัดได้ง่ายขึ้น
อุณหภูมิผสมจะถูกตรวจสอบโดยเทอร์โมคัปเปิลหรือเซ็นเซอร์อินฟราเรดที่ติดตั้งอยู่ในผนังห้องเพาะเลี้ยง การตอบสนองอุณหภูมิสารประกอบตามเวลาจริง ระบบควบคุมเครื่องจักรใช้เพื่อปรับความเร็วของโรเตอร์ แรงดันของตัวกระทุ้ง และอัตราการไหลของน้ำหล่อเย็นเพื่อให้ชุดงานอยู่ในข้อกำหนด ในระบบเครื่องนวดยางขั้นสูงบางระบบ การผสมจะยุติลงโดยอัตโนมัติเมื่ออุณหภูมิของส่วนผสมถึงจุดที่ตั้งไว้ แทนที่จะผ่านรอบเวลาที่กำหนด ซึ่งเรียกว่าการถ่ายโอนข้อมูลแบบควบคุมอุณหภูมิจะมีความสม่ำเสมอมากกว่าการทุ่มตลาดแบบควบคุมเวลา และลดความแปรปรวนของแบทช์ต่อแบทช์
รายละเอียดวงจรระบายความร้อนของโรเตอร์และห้อง
ภายในโรเตอร์กลวงแต่ละอัน วงจรน้ำหล่อเย็นมักจะเป็นไปตามรูปแบบเกลียวหรือรูที่เพิ่มพื้นที่สัมผัสพื้นผิวให้สูงสุด สหภาพโรตารี (หรือที่เรียกว่าข้อต่อแบบหมุน) ที่ปลายเพลาโรเตอร์จะเชื่อมต่อท่อจ่ายน้ำหล่อเย็นแบบอยู่กับที่เข้ากับภายในโรเตอร์ที่กำลังหมุนโดยไม่มีการรั่วซึม เหล่านี้เป็นส่วนประกอบที่มีความแม่นยำซึ่งต้องมีการตรวจสอบและเปลี่ยนเป็นระยะเนื่องจากซีลภายในสึกหรอ
ช่องระบายความร้อนที่ผนังห้องถูกเจาะในรูปแบบคดเคี้ยวผ่านบล็อกห้อง โดยทั่วไปจะมีระยะห่าง 30–50 มม. จากกึ่งกลางถึงกลาง อัตราการไหลของน้ำหล่อเย็นผ่านช่องเหล่านี้ได้รับการออกแบบมาเพื่อให้ได้ความสามารถในการขจัดความร้อนที่เพียงพอสำหรับกำลังไฟของเครื่อง — สำหรับเครื่องนวดขนาด 270 ลิตรที่มีมอเตอร์ขับเคลื่อน 2000 kW ระบบระบายความร้อนจะต้องสามารถขจัดพลังงานความร้อนได้อย่างน้อย 1.5–2.0 MW อย่างต่อเนื่อง
ระบบขับเคลื่อน: ส่งกำลังไปยังโรเตอร์
ระบบขับเคลื่อนของเครื่องนวดยางประกอบด้วยมอเตอร์ไฟฟ้า ตัวลดความเร็ว (กระปุกเกียร์) และการจัดเกียร์ที่ขับเคลื่อนโรเตอร์ทั้งสอง เนื่องจากโรเตอร์จะต้องหมุนด้วยอัตราส่วนความเร็วคงที่ซึ่งสัมพันธ์กัน โรเตอร์จึงเชื่อมต่อกันผ่านชุดเฟืองที่เชื่อมต่อกัน — เฟืองไทม์มิ่ง — ซึ่งช่วยให้มั่นใจได้ถึงการซิงโครไนซ์โดยไม่คำนึงถึงการเปลี่ยนแปลงของโหลด
มอเตอร์ขับเคลื่อนหลักเกือบจะเป็นมอเตอร์เหนี่ยวนำไฟฟ้ากระแสสลับที่มีการควบคุมไดรฟ์ความถี่แปรผัน (VFD) ในเครื่องจักรสมัยใหม่ ความสามารถด้านความเร็วที่เปลี่ยนแปลงได้ถือเป็นสิ่งสำคัญสำหรับการปรับการผสมให้เหมาะสมที่ขั้นตอนต่างๆ ของรอบการผสม ตัวอย่างเช่น การวิ่งด้วยความเร็วต่ำในระหว่างการแยกก้อนฟ่อนครั้งแรกเพื่อหลีกเลี่ยงไม่ให้มอเตอร์ทำงานหนักเกินไป จากนั้นเร่งความเร็วสูงสุดเพื่อให้ตัวเติมรวมเข้าด้วยกัน กำลังมอเตอร์ในการผลิตเครื่องนวดยางจะปรับขนาดตามปริมาตรห้อง:
| ปริมาตรห้อง (L) | กำลังมอเตอร์ทั่วไป (kW) | ช่วงความเร็วของโรเตอร์ (รอบต่อนาที) | แอปพลิเคชันทั่วไป |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | ชุดเล็ก สารประกอบพิเศษ |
| 75–120 | 500–900 | 20–70 | ยางขนาดกลางและยางอุตสาหกรรม |
| 200–270 | 1500–2500 | 20–80 | การผสมดอกยางปริมาณมาก |
| 400–650 | 3,000–5,000 | 15–60 | การผลิตมาสเตอร์แบทช์ยางขนาดใหญ่ |
กระปุกเกียร์ (ตัวลดความเร็ว) จะลดความเร็วของมอเตอร์ลงเป็นความเร็วการทำงานของโรเตอร์พร้อมกับเพิ่มแรงบิด ในเครื่องนวดยาง กระปุกเกียร์จะต้องรองรับแรงบิดที่สูงมาก สำหรับมอเตอร์ขนาด 2,000 กิโลวัตต์ที่ทำงานที่โรเตอร์ที่ 40 รอบต่อนาที แรงบิดที่เพลาโรเตอร์สามารถเกิน 500,000 นิวตันเมตร โดยทั่วไปกระปุกเกียร์จะมีการจัดเรียงเพลาขนานหรือมุมฉากด้วยเฟืองคาร์บูไรซ์และเฟืองเกลียวกราวด์ ซึ่งติดตั้งอยู่ในเหล็กหล่อที่แข็งแกร่งหรือโครงเหล็กประดิษฐ์ที่มีการหล่อลื่นแบบป้อนเข้าแบบบังคับ
ก flexible coupling between the motor and gearbox absorbs shock loads during bale breakdown — the impact when a rotor strikes a cold rubber bale can cause instantaneous torque spikes two to three times the rated operating torque. Without a flexible coupling, these spikes would be transmitted directly to the gearbox and motor shaft, causing premature fatigue failure.
ป้อนคอและระบบชาร์จ
คอป้อนเป็นทางแนวตั้งเหนือห้องผสมซึ่งมีการบรรทุกยางและสารเติมแต่ง ในการทำงานแบบแมนนวล ก้อนยางและสารเติมแต่งที่ชั่งน้ำหนักจะถูกปล่อยลงในลำคอโดยผู้ปฏิบัติงานหรือสายพานลำเลียง ในสายการผลิตแบบผสมอัตโนมัติ คอป้อนจะติดตั้งถาดให้ทิปหรืออุปกรณ์ช่วยแกะแบบนิวแมติกเพื่อดันวัสดุลงในห้องเพาะเลี้ยงโดยต้านแรงต้านของโรเตอร์
ขนาดช่องเปิดคอได้รับการออกแบบให้รองรับขนาดก้อนยางมาตรฐาน โดยทั่วไปเครื่องนวดขนาด 270 ลิตรจะมีช่องเปิดคอประมาณ 600 มม. × 400 มม. ฝาครอบกันฝุ่นหรือแผ่นปิดแบบหมุนได้จะปิดคอหลังจากชาร์จเพื่อกักเก็บฝุ่นและควันระหว่างการผสม เครื่องจักรบางเครื่องยังรวมช่องดูดควันไว้ที่ฝาครอบลำคอซึ่งเชื่อมต่อกับระบบระบายอากาศส่วนกลาง ซึ่งมีความสำคัญอย่างยิ่งเมื่อผสมสารประกอบที่มีคาร์บอนแบล็ก ซัลเฟอร์ หรือน้ำมันแปรรูปที่ระเหยง่าย
การฉีดส่วนผสมที่เป็นของเหลว — สำหรับน้ำมันในกระบวนการผลิต ไซเลนเหลว หรือสารเติมแต่งพิเศษ มักจะทำผ่านช่องที่ติดตั้งเข้ากับผนังห้องเพาะเลี้ยงโดยตรงหรือผ่านตัวแกะ หัวฉีดเหล่านี้ต้องได้รับการออกแบบให้ทนทานต่อแรงดันและอุณหภูมิในห้องในขณะเดียวกันก็ให้ปริมาตรที่สูบจ่ายได้อย่างแม่นยำ ซึ่งโดยทั่วไปจะควบคุมโดยระบบจ่ายปั๊มเกียร์ที่รวมเข้ากับโปรแกรมการผสม
โครงเครื่องและส่วนประกอบโครงสร้าง
ชุดเครื่องนวดยางทั้งหมดถูกติดตั้งบนโครงฐานโครงสร้างหนักซึ่งประดิษฐ์จากแผ่นเหล็กหนาหรือการหล่อ เฟรมนี้จะดูดซับแรงปฏิกิริยาจากกระบวนการผสมและส่งไปยังฐานราก แรงที่เกี่ยวข้องมีมาก — เครื่องนวดที่มีการผลิตขนาดใหญ่จะสร้างแรงแยกของโรเตอร์ (แรงผลักโรเตอร์ออกจากกันเนื่องจากแรงดันของยาง) ซึ่งสามารถเข้าถึงหลายร้อยกิโลนิวตันในระหว่างโหลดผสมสูงสุด
โครงด้านข้างทั้งสองข้าง ซึ่งแต่ละเฟรมอยู่ที่แต่ละด้านของห้องผสม จะทำหน้าที่รองรับแบริ่งโรเตอร์ และทำหน้าที่เชื่อมต่อโครงสร้างระหว่างห้องผสมและฐาน ส่วนประกอบเหล่านี้มักเป็นส่วนประกอบที่ได้รับความเค้นหนักที่สุดในเครื่องจักร และผลิตจากเหล็กหล่อกลมหรือเหล็กประดิษฐ์ที่มีขนาดหนักซึ่งมีรัศมีเนื้อกว้างมากเพื่อลดความเข้มข้นของความเค้น
การติดตั้งแยกการสั่นสะเทือนระหว่างโครงฐานนวดและฐานอาคารถือเป็นมาตรฐานสำหรับการติดตั้งสมัยใหม่ เครื่องนวดยางขนาดใหญ่ที่รับน้ำหนักเต็มในระหว่างการพังก้อนฟางจะทำให้เกิดการสั่นสะเทือนอย่างมีนัยสำคัญ — โดยไม่มีการแยกออกจากกัน สิ่งนี้สามารถส่งไปยังโครงสร้างของอาคาร และส่งผลต่ออุปกรณ์ในบริเวณใกล้เคียง หรือทำให้เกิดความเมื่อยล้าในสลักเกลียวพุกเมื่อเวลาผ่านไป
ระบบควบคุมและเครื่องมือวัดในเครื่องนวดยางสมัยใหม่
เครื่องนวดยางร่วมสมัยมีระบบควบคุมที่ใช้ PLC ซึ่งจัดการวงจรการผสมทั้งหมดโดยอัตโนมัติ ระบบควบคุมจะตรวจสอบและบันทึกข้อมูลกระบวนการอย่างต่อเนื่อง:
- อุณหภูมิของสารประกอบ (วัดโดยใช้เทอร์โมคัปเปิลที่ผนังห้องหรือไพโรมิเตอร์อินฟราเรดที่เล็งไปที่สารประกอบผ่านช่องมองเห็น)
- ความเร็วโรเตอร์ (รอบต่อนาที) ปรับอย่างต่อเนื่องโดย VFD
- การดึงกระแสของมอเตอร์ซึ่งเป็นสัดส่วนกับความหนืดของสารประกอบและทำหน้าที่เป็นตัววัดทางอ้อมของการป้อนพลังงานในการผสม
- พลังงานที่ป้อนเข้าจำเพาะ (kWh/kg) สะสมตลอดวงจรการผสม
- ตำแหน่งรามและความดัน
- อุณหภูมิทางเข้าและทางออกของน้ำหล่อเย็นสำหรับโซนทำความเย็นแต่ละโซน
- ตำแหน่งประตูดั๊ม (อินเตอร์ล็อคเปิด/ปิด)
พลังงานที่ป้อนเข้าโดยเฉพาะถือเป็นตัวบ่งชี้ความสมบูรณ์ของการผสมที่เชื่อถือได้มากที่สุด สำหรับสารประกอบยางหลายชนิด ตัวอย่างเช่น การกระจายตัวของคาร์บอนแบล็กมีความสัมพันธ์อย่างใกล้ชิดกับพลังงานสะสมต่อกิโลกรัมของสารประกอบ มากกว่าที่จะสัมพันธ์กับเวลาเพียงอย่างเดียว การควบคุมเครื่องนวดยางสมัยใหม่ช่วยให้สามารถกำหนดโปรแกรมการผสมโดยจุดสิ้นสุดพลังงานมากกว่าจุดสิ้นสุดเวลา ซึ่งจะชดเชยความผันแปรของความหนืดของวัตถุดิบระหว่างแบทช์โดยอัตโนมัติ
กll batch data is logged to a database for quality traceability. Integration with Manufacturing Execution Systems (MES) allows each batch record to be linked to raw material lot numbers, operator ID, and downstream compound test results, enabling root-cause analysis when quality deviations occur.
ความแตกต่างทางโครงสร้างที่สำคัญระหว่างประเภท Kneader ยาง
เครื่องนวดยางบางรุ่นมีโครงสร้างที่เหมือนกันทั้งหมด มีหลายรูปแบบการออกแบบเพื่อตอบสนองความต้องการการผลิตที่แตกต่างกัน:
Tangential กับ Intermeshing Rotor Kneaders
ในเครื่องนวดโรเตอร์แบบวงสัมผัส (การออกแบบแบบคลาสสิกของ Banbury) โรเตอร์ทั้งสองจะหมุนในเส้นทางวงกลมที่แยกจากกันซึ่งสัมผัสกัน - ปีกโรเตอร์ไม่เชื่อมต่อกัน สิ่งนี้จะสร้างโซนผสมขนาดใหญ่ระหว่างโรเตอร์ที่เกิดแรงเฉือนที่รุนแรง ทำให้เครื่องนวดแบบสัมผัสมีประสิทธิภาพสูงสำหรับการผสมสารเสริมแรงแบบกระจายตัว เครื่องผสมภายในการผลิตส่วนใหญ่ทั่วโลกใช้โรเตอร์แบบวงสัมผัส
ในเครื่องนวดโรเตอร์แบบเชื่อมต่อกัน (เช่น รุ่น GK โดย HF Mixing หรือ F-series โดย Farrel Pomini) โรเตอร์จะถูกวางตำแหน่งให้ชิดกันมากขึ้น และปีกของพวกมันจะทับซ้อนกันและเชื่อมต่อกันในขณะที่หมุน - คล้ายกับแนวคิดของเครื่องอัดรีดแบบสกรูคู่ แต่มีการบินที่สั้นกว่าและหนากว่ามาก การออกแบบนี้สร้างรูปแบบการไหลที่แตกต่างกันอย่างชัดเจน ทำให้การผสมมีการกระจายตัวดีขึ้น และลดอุณหภูมิของสารประกอบลง โดยมีต้นทุนของความเข้มของการผสมที่กระจายตัวต่ำกว่าเล็กน้อย เครื่องนวดแบบ Intermeshing เป็นที่นิยมสำหรับยางซิลิโคนที่ไวต่อความร้อน ฟลูออโรอีลาสโตเมอร์ และสารประกอบที่การควบคุมอุณหภูมิเป็นสิ่งสำคัญยิ่ง
เครื่องนวดแบบคว่ำ (คว่ำ)
การออกแบบเครื่องนวดยางบางชนิด โดยเฉพาะที่ใช้ในสายการผลิตแบบต่อเนื่องหรือแบบกึ่งต่อเนื่อง จะระบายออกโดยไม่ผ่านประตูด้านล่าง แต่โดยการเอียงชุดประกอบห้องผสมทั้งหมดเพื่อให้ช่องเปิดของห้องคว่ำลงและสารประกอบจะหลุดออกมา การออกแบบการจ่ายแบบกลับหัวนี้ช่วยให้สามารถปล่อยแบทช์ได้เร็วขึ้นและรวมเข้ากับอุปกรณ์การประมวลผลขั้นปลายที่อยู่ด้านล่างเครื่องนวดได้ง่ายขึ้น ความหมายเชิงโครงสร้างคือโครงเครื่องจักรที่ซับซ้อนกว่าอย่างเห็นได้ชัด โดยมีกลไกการเอียงและระบบล็อคไฮดรอลิก
เครื่องนวดแบบเปิดด้านบน (Sigma Blade) กับเครื่องนวดแบบ Banbury-Type แบบปิด
เป็นที่น่าสังเกตว่าในบางบริบทของอุตสาหกรรม คำว่า "เครื่องนวดยาง" ยังหมายถึงเครื่องนวดแป้งแบบแบตช์ Z-blade หรือ sigma-blade ซึ่งเป็นเครื่องจักรทรงรางเปิดด้านบนที่มีใบมีดซิกม่าหรือใบมีดรูปตัว Z หมุนสวนทางกันสองตัว สิ่งเหล่านี้มีโครงสร้างค่อนข้างแตกต่างจากมิกเซอร์ภายในแบบปิดที่อธิบายไว้ในบทความนี้ เครื่องนวดใบมีด Sigma ไม่มีตัวกั้นและระบบซีล ทำงานที่ความดันบรรยากาศ และมักใช้สำหรับการผสมยางซิลิโคน เทอร์โมพลาสติกอีลาสโตเมอร์ และการเตรียมกาว มากกว่าสำหรับสารประกอบยางที่มีสารตัวเติมสูง
ชิ้นส่วนสึกหรอและองค์ประกอบโครงสร้างที่สำคัญในการบำรุงรักษา
การทำความเข้าใจโครงสร้างของเครื่องนวดยางยังหมายถึงการรู้ว่าส่วนประกอบใดสึกหรอและจำเป็นต้องเปลี่ยนใหม่เป็นระยะ รายการสวมใส่หลักคือ:
- เคล็ดลับโรเตอร์: ปลายปีกสัมผัสแรงกดกับผนังห้องสูงที่สุด ในการออกแบบบางแบบ ปลายโรเตอร์ถูกสร้างขึ้นด้วยการเชื่อมประสานแบบแข็งที่สามารถนำกลับมาใช้ใหม่ได้ที่ไซต์งาน ในกรณีอื่นๆ โรเตอร์ทั้งหมดจะถูกเปลี่ยนเมื่อการสึกหรอของทิปเกินความทนทาน โดยทั่วไปเมื่อระยะห่างจากปลายถึงผนังเพิ่มขึ้นจากค่าที่ออกแบบไว้ (2–5 มม.) เป็นมากกว่า 8–10 มม. ซึ่ง ณ จุดนี้ประสิทธิภาพการผสมจะลดลงที่สามารถวัดได้
- สมุทรห้อง: ส่วนบุผนังเป็นแผ่นกันสึกที่เปลี่ยนได้ ซึ่งโดยทั่วไปมีความหนา 30–50 มม. ยึดด้วยสลักเกลียวหรือหดเข้ากับตัวห้อง อายุการใช้งานแตกต่างกันไปตั้งแต่ไม่กี่เดือนในการใช้งานสารประกอบที่มีฤทธิ์กัดกร่อนไปจนถึงหลายปีในการใช้งานที่ไม่รุนแรง
- ซีลปลายโรเตอร์ (บรรจุภัณฑ์): เปลี่ยนทุกๆ 300–1,000 ชั่วโมงการทำงาน ขึ้นอยู่กับประเภทของสารประกอบและความเร็วของโรเตอร์ การเปลี่ยนบรรจุภัณฑ์แบบเลื่อนออกไปทำให้เกิดการปนเปื้อนแบบผสมในบริเวณตลับลูกปืนและทำให้การสึกหรอของตลับลูกปืนเร็วขึ้นอย่างมาก
- ซีลประตูระบาย: ซีลยางขอบด้านนอกของประตูระบายจะถูกเปลี่ยนในระหว่างการปิดระบบตามกำหนดเวลา โดยทั่วไปทุกๆ 3-6 เดือนในการผลิตต่อเนื่อง
- สหภาพโรตารีบนวงจรระบายความร้อนของโรเตอร์: ตรวจสอบและสร้างขึ้นใหม่ทุกปีในโรงงานส่วนใหญ่ เนื่องจากการสึกหรอของซีลในส่วนประกอบเหล่านี้อาจทำให้สารหล่อเย็นซึมเข้าไปในตัวตลับลูกปืนได้
ช่วงเวลาการบำรุงรักษาตามแผนสำหรับเครื่องนวดยางในโรงงานผลิตยางล้อ โดยทั่วไปจะมีโครงสร้างประมาณกะการผลิต 8 ชั่วโมง โดยมีการตรวจสอบเล็กน้อยทุกๆ กะ การตรวจสอบระดับกลางทุกสัปดาห์ และการยกเครื่องครั้งใหญ่ทุกปีหรือทุกๆ 5,000–8,000 ชั่วโมงการทำงาน เครื่องนวดยางขนาด 270 ลิตรที่ได้รับการดูแลอย่างดีสามารถให้เครื่องจักรมีความพร้อมในการทำงานเกิน 95% ในการทำงานแบบสามกะต่อเนื่อง